Sanitech Engineers is a leading Ultrafiltration Membrane systems manufacturer, delivering precision, scalability, and compliance across water, dairy, biotech, and chemical industries.
Nature provides many valuable molecules, which require careful extraction, separation, purification, and concentration. Both natural and synthetic molecules are processed to meet demand, often using methods that separate them by size and molecular weight through controlled pore sizes and pressure. Ultrafiltration Membrane system (UF) stands as a powerful separation technology that precisely removes particles and macromolecules from liquids using semi-permeable membrane.
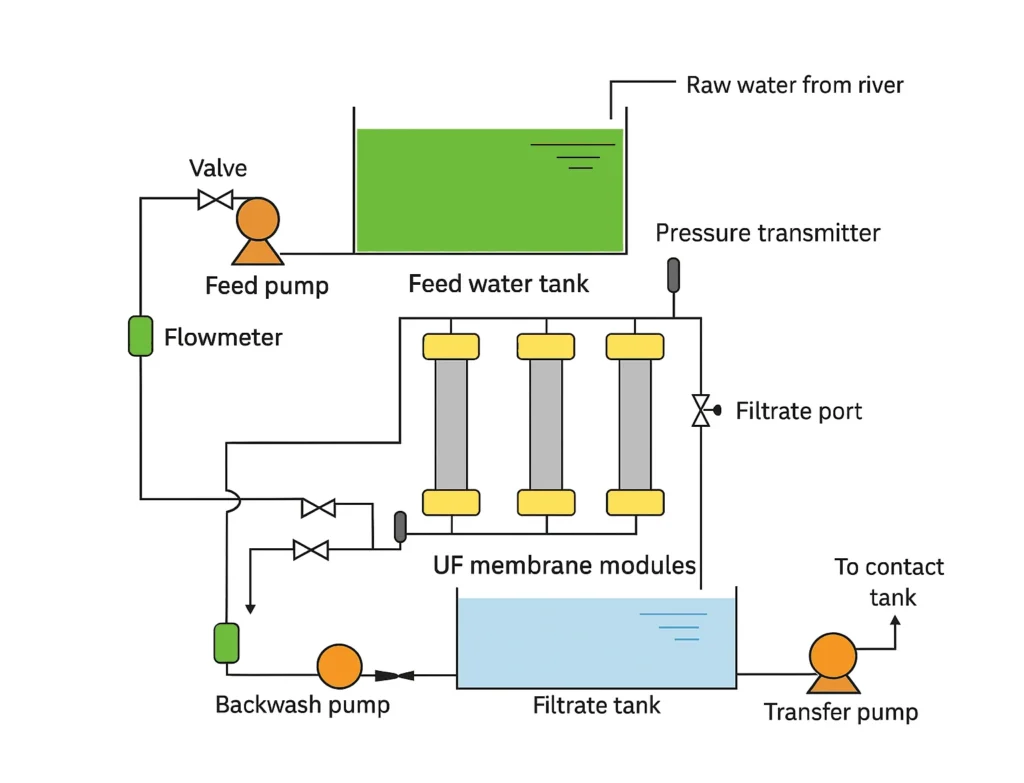
UF operates using the cross-flow filtration mode and works in the cut off range from 1kDa to 800 kDa. This makes membrane ultrafiltration an ideal choice for applications requiring high precision and efficiency.
We deliver high-quality ultrafiltration membrane solutions with systems that meet all international regulatory standards using spiral/polymeric and ceramic membranes right from proof of concept to commercial scale of operations. Our ultrafiltration system designs are customized for performance, durability, and compliance across industries.

Ultrafiltration (UF) is a membrane separation process that removes macromolecules, proteins, and colloids while allowing water and low molecular weight solutes to pass through. UF membranes typically have pore sizes in the range of 1–100 nm (10–1000 Daltons MWCO).
UF membranes (1–100 nm pores) retain proteins, colloids, and macromolecules while allowing solvents and salts through.
Pharmaceutical
| Purification and concentration from API, small molecules, etc.
|
Nanomaterials
| Nanoparticle concentration and purification in advanced synthesis processes
|
Biotechnology/Biopharmaceutical
| sterile filtration, cell harvesting/separation and fermentation broth clarification, enzyme, antibody, etc.
|
Dairy
| milk standardization, bacterial removal and improved product safety, whey processing, premium ingredient production, etc.
|
Food and Beverages
| concentration and clarification of juices, sauces, wines, beers and dairy products for enhanced stability and extended shelf life while reducing transportation costs
|
Medical
| Blood plasma fractionation for therapeutic products including albumin and immunoglobulins
|
Ultrafiltration (UF) membranes are semi-permeable membranes with pore sizes typically ranging from 1–100 nm, designed to separate macromolecules from solvents. In the process industry, UF is used to retain proteins, enzymes, polysaccharides, and fine colloids while allowing water, salts, and smaller molecules to pass. This makes UF essential in biopharma (protein concentration, vaccine purification), dairy (whey and casein fractionation), nutraceuticals (plant extracts), and food & beverage (juice clarification, flavor compounds concentration) where gentle, selective separation is required without damaging sensitive biomolecules.
The function of an Ultrafiltration (UF) system in the process industry is to separate, concentrate, or purify valuable biomolecules based on molecular size. It acts as a molecular sieve, retaining proteins, enzymes, and colloids while letting solvents, salts, and small molecules pass through. This ensures high product purity, better yields, and consistency in applications like protein concentration, vaccine purification, dairy fractionation, and nutraceutical processing.
Ultrafiltration (UF) membranes in the process industry are used to separate and concentrate valuable biomolecules while removing impurities. They are widely applied in pharma and biopharma for protein and vaccine purification, in dairy and nutraceuticals for whey protein and plant extract concentration, and in biotech and specialty chemicals for clarifying fermentation broths and separating colloids.
In the pharmaceutical industry, ultrafiltration (UF) is a membrane-based separation process used to concentrate and purify proteins, enzymes, vaccines, and other biologics. It works by retaining macromolecules while allowing solvents, salts, and small impurities to pass through, ensuring product purity, sterility, and stability in drug manufacturing.
In ultrafiltration (UF), membranes are typically made from polymeric materials such as polyethersulfone (PES), polysulfone (PS), regenerated cellulose, and polyvinylidene fluoride (PVDF). These polymers are chosen for their chemical resistance, stability, and low protein binding, making them ideal for pharmaceutical, biotech, and food processing applications.